
昨今、一般家庭でも超簡単に安価でハイクオリティな3Dプリンタが手に入る時代になりました。
難しくて手が出せなかったフィラメントごとの適切なパラメータ設定も、オフィシャルが細かく準備してくれています。
Bambuの良いところは自社フィラメントだけでなく他社フィラメントも(マイナーな会社のものも!)パラメータを準備してくれているところです。
オートレベリング機能のような自動化機能やモジュール化されたマシン設計など、徹底して初心者が使いやすいようになっているところもすごくいいです。
3Dモデルデータですら、AIが作ってくれるようになりました。
もっと普及が進んでデータのやり取りだけで製造は各家庭で行うようになると、いくつかの社会問題が緩やかに解消していく気がします。
そうなるといいですよね。
さて、わたしはBambu社のP1SとAMS2Proを使用しております。
AMS2Proは旧版でできることに加え、送り出し引き戻しのモーターのグレードアップ・配置最適化によるメンテ性向上・そして乾燥機能!!!がついているので、高い金出しても余裕で価値があります。
1つのAMSで4つまでフィラメントを管理できるので、同じ色のフィラメントを入れておいてフィラメント切れが起きてもすぐに切り替えることができたり、マルチカラー印刷を行ったり、できることがかなり増えます。
中途半端にフィラメントが残ることがなくなるので経済性もありお勧めです。
マルチカラー印刷は”複数の色でモデルを作れる”というだけでなく、素材の違うフィラメントを使って”サポート面の見た目の向上”を行うことが出来ます。
これは非常に魅力的な機能です…!
なぜなら、フィラメント1種類でプリントすると、モデルのサポートとの境界面は大抵荒れます。
これはサポートとモデルが同じフィラメントなので、溶着してしまって荒れる、もしくはZオフセットを広げすぎて底面がキレイに定着せずふにゃふにゃになって荒れるからです。
もはや熱溶融積層型3Dプリントの宿命であり、いかにサポートの数を減らす設計をするかが腕の見せ所でもありました。
しかし、PLAとPETGはくっつきにくいという性質を利用すると、サポートとモデルが接する面だけ別素材にすることでサポート面をキレイにすることができるのです!
https://wiki.bambulab.com/en/filament-acc/filament/h2d-pla-and-petg-mutual-support
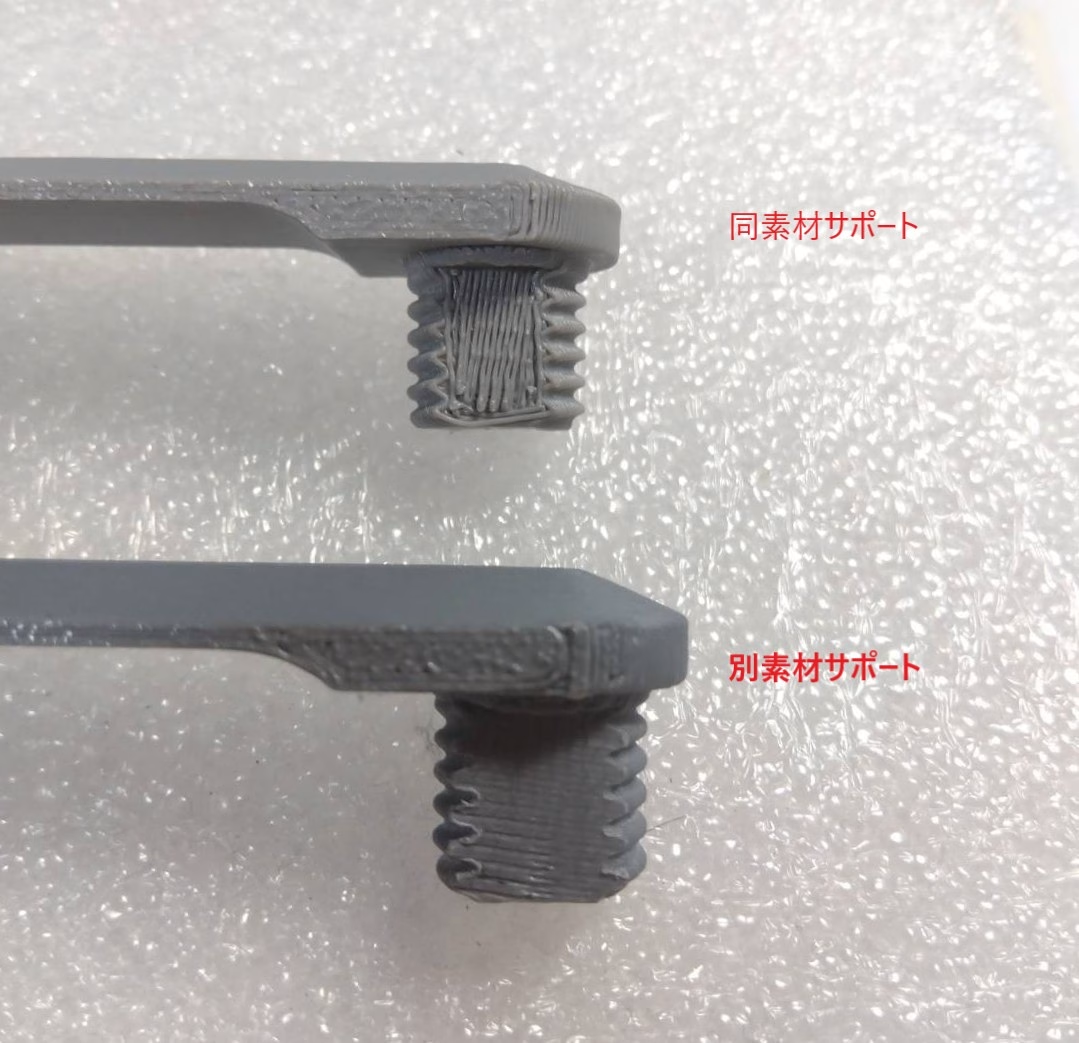
サポート面がキレイになっていますね!
PETGは研磨痕が残りやすいので、プリント物を製品として出したい場合はなるべく研磨せずに済ませたいものです。
この手法はぜひ知っていただきたい。
ただし、P1Sは射出ノズルが一つなのでPLAとPETGを入れ替えしなければいけません。
ようやく今回のテーマとなりますが、特性の異なるフィラメントを同時に使う時に注意しなければいけないことをお伝えしていこうと思います。
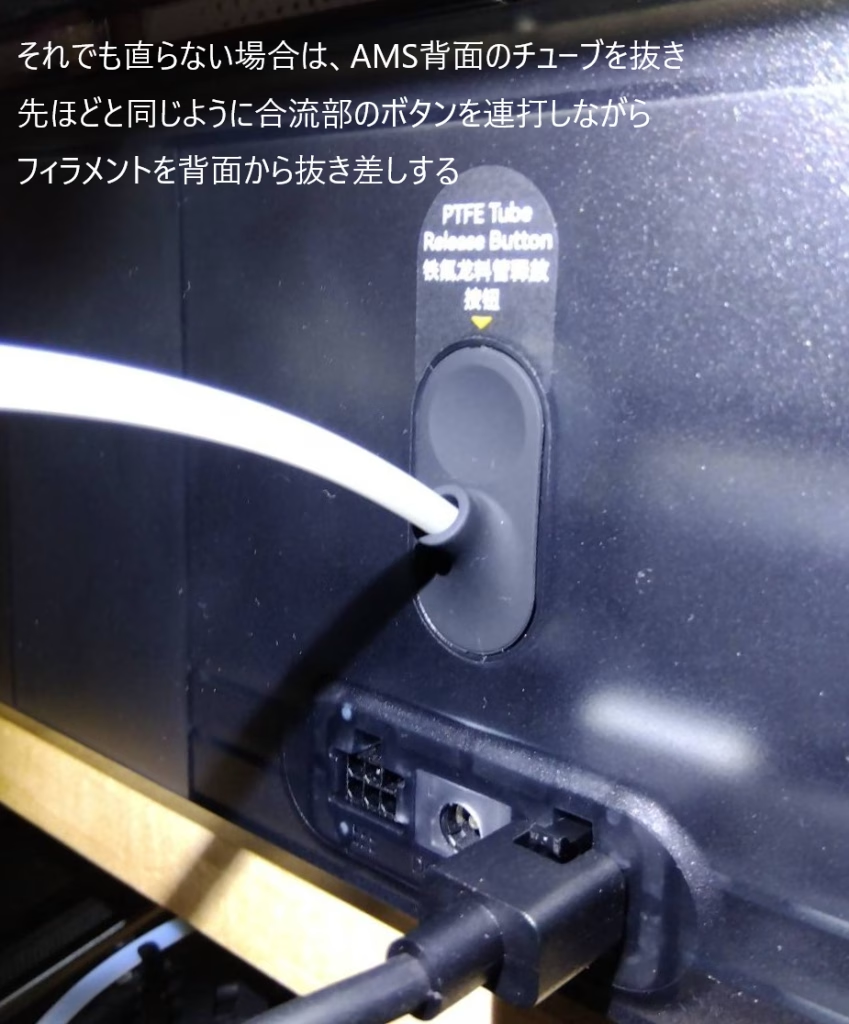
1.フィラメント切れで再生産したとき、AMS内部のフィラメント合流点でつまりが発生する
今まで1度しか発生していませんが、生産中にフィラメントが切れて別フィラメントで生産再開したときに発生しました。
AMS内部のフィラメントの合流点に何かが詰まり、そこから先にフィラメントが送られなくなります。
私が試した方法は、”リリースボタンを押しながら前から後ろからフィラメントでつつく”です。
フィラメントを差し込みながらリリースボタンを押したり離したりすると、微妙な押し具合の時にスッとフィラメントが通る瞬間があります。
何度かフィラメントをスコスコしているとつまりが解消されます。

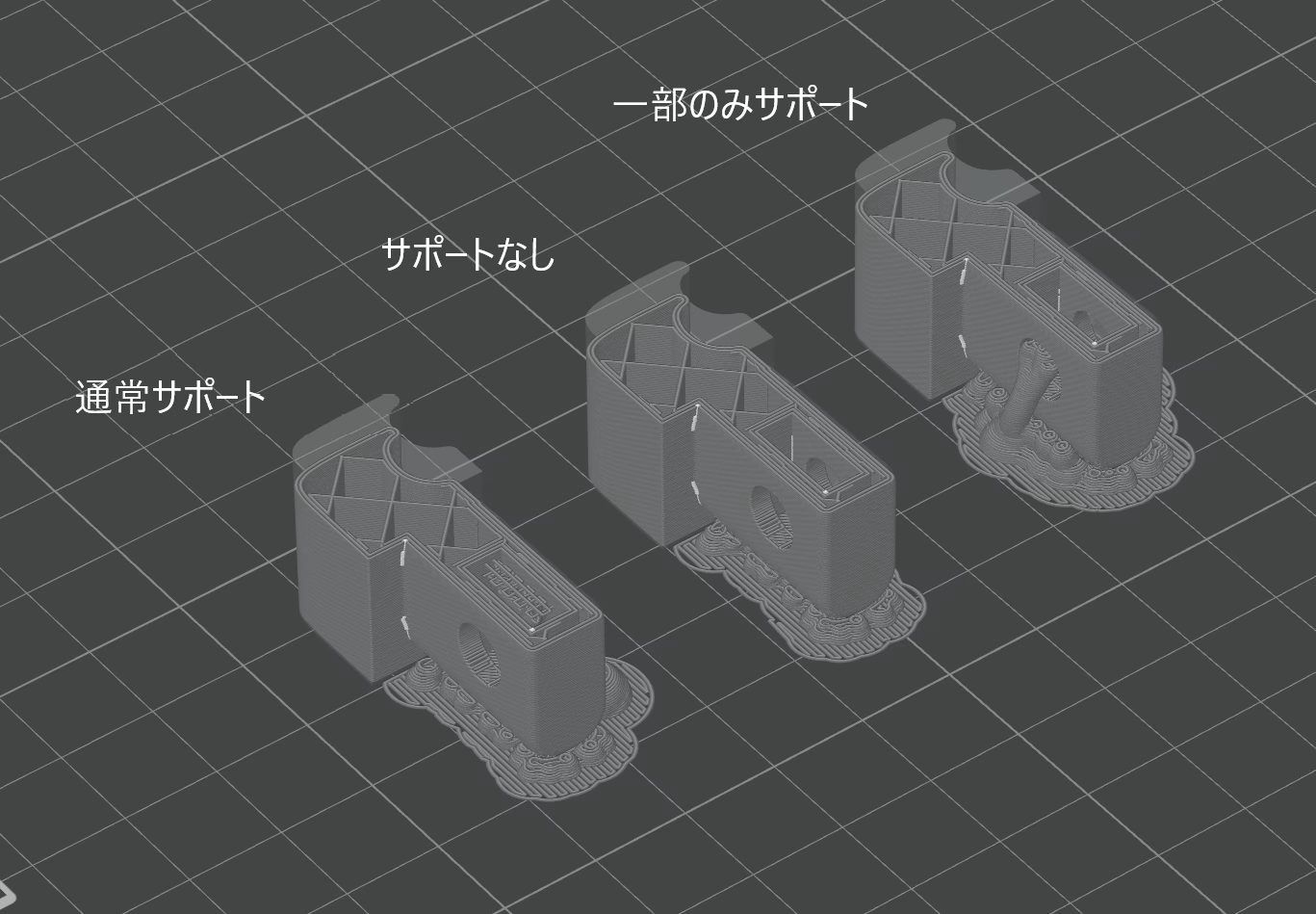
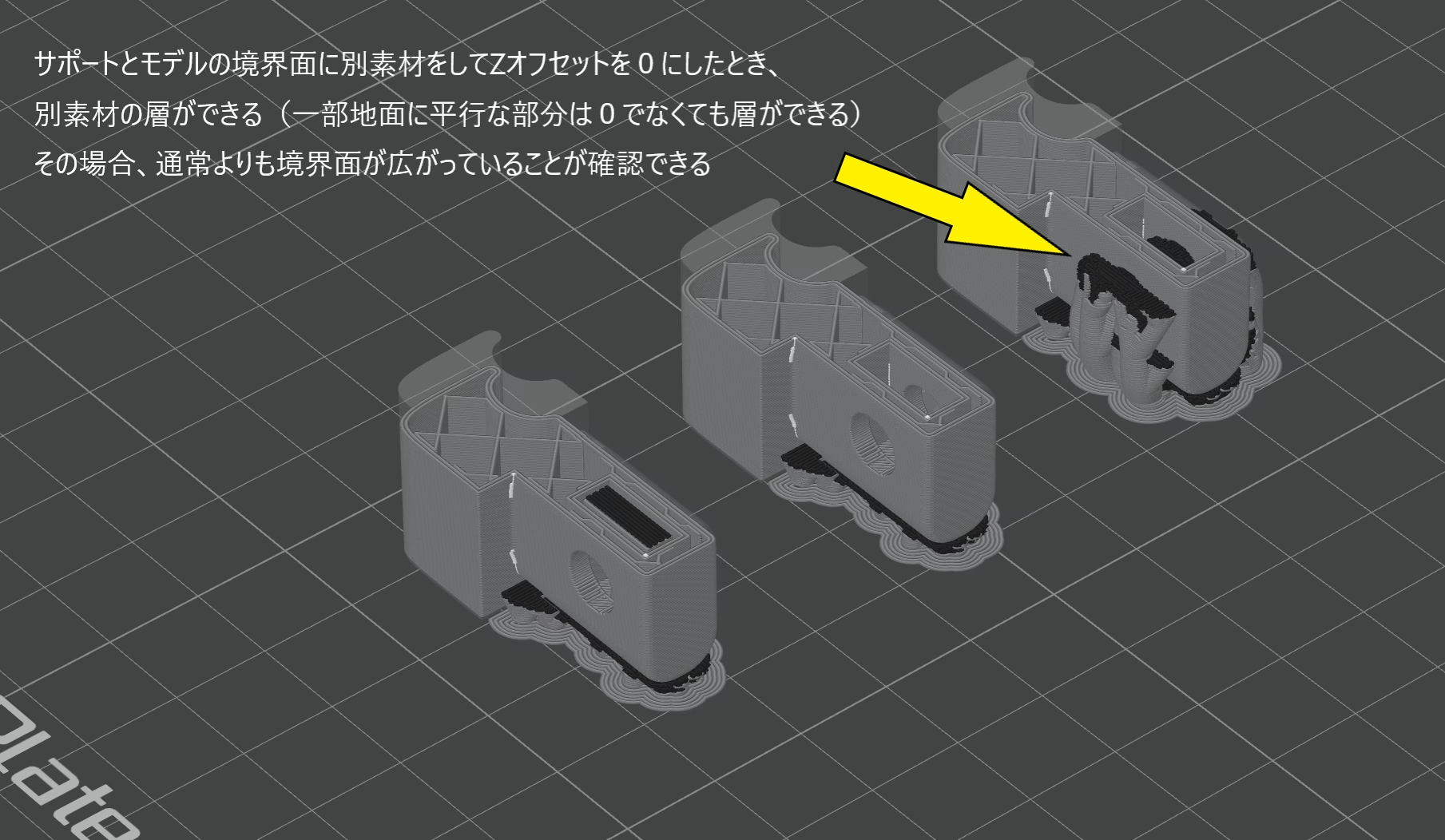
2.別素材でサポートすると、モデルとの境界面が大きくオフセットされる
サポート面の美化のために別素材でサポート境界面を作ると、モデルと同じ素材でサポートしたときよりも境界面が広くなります。
広くなるだけなので特に気にしなくてもいいのですが、サポートブロッカーとサポート補強を利用している場合にブロックしてる領域にオフセット分が入り込んでしまう場合があります。
3.サポート面美化でPLAとPETGを使ったらエクストルーダーが詰まる
大事故でした。
サポート面美化でPLAとPETGを使う場合、どちらの素材をモデルに使うかでフィラメントパラメータが違います!
PLA:モデル・PETG:サポート境界面で生産したのち、何の気なしに素材を逆にして生産してしましました…。
パラメータが違うことは分かっていたのに…。
結果、サポート境界面印刷中にエクストルーダーにフィラメントが詰まりました。
エクストルーダーを分解してみるも、本来簡単に外れるギアが全く外れません。
隙間を覗くと、フィラメントを押し引きする部分に溶けたPLAフィラメントが詰まっているようでした。
ハンマーとマイナスドライバーでギアをたたき出した結果、フィラメントが溶けて固まっていました。

PETGをサポートにする場合、ノズル温度は265℃とかなり高めに設定されています。
この設定のままモデルにPETGにした結果、チャンバー内の温度が高温になってPLA射出時にエクストルーダー内部がPLA融解温度(60℃あたり)に達してしまったのだろうと考えられます。
このままリトラクト(引き戻し)した結果が詰まりが起きたようです。
ここでさらに重要のなのが、エクストルーダーについているフィラメントセンサは、配線がめちゃくちゃ傷つきやすいということです!
気付かないうちに配線に傷がついていました。(写真撮り忘れ…)
組み立てなおしていざ生産…といった段で、カッターハンドルが引っ込んで動かないというエラーが発生して生産ができない状態になってしまいました。
エラーコード:0300-800B
https://wiki.bambulab.com/en/hmscode/0300800B-cutter-is-stuck
配線をつけなおしても解消せず…。
ほんとによくあることのようで、Redditも荒れております。
こうなったらもうフィラメントセンサを買い替えるしかないのでした…。
エクストルーダー周りのメンテや修理の際には配線を養生することをお勧めします。
その後、パラメータを修復して生産したところPETGをモデルに使って生産完了することが出来ました。
オフィシャルで公開しているサポート面美化のパラメータを書いておきますので参考にどうぞ。
なお、オフィシャルでは以下の数値はBambu製PETG-HFとPLA-Basicを使った場合のものだそうです。
他社フィラメントだけでなくBambuのPLA-Matteも成否不明とのことなので、自己責任で実施してみてください。
一応、自前のP1SではPLA-Matteでも同じパラメータでうまくいきました。
<モデル:PETG サポート境界面:PLA>
| モデルPETG フィラメント設定 | initial layer | other layer | サポートPLA フィラメント設定 | initial layer | other layer |
|---|---|---|---|---|---|
| Print temperature Nozzle | 245 | 245 | 230 | 230 | |
| Smooth PEI plate / High temp plate | 60 | 60 | 60 | 60 | |
| Textured PEI plate | 60 | 60 | 60 | 60 | |
<モデル:PLA サポート境界面:PETG>
| モデルPLA フィラメント設定 | initial layer | other layer | サポートPETG フィラメント設定 | initial layer | other layer |
|---|---|---|---|---|---|
| Print temperature Nozzle | 230 | 230 | 265 | 265 | |
| Smooth PEI plate / High temp plate | 60 | 60 | 60 | 60 | |
| Textured PEI plate | 60 | 60 | 60 | 60 | |
| Max Volumetric speed | 10 mm2/s |
<共通サポート設定>
| support | |
|---|---|
| Enable support | checked |
| Type | tree(auto) |
| Support/raft base | default or モデルと同じフィラメント |
| Support/raft interface | サポート境界面フィラメント |
| Top Z distance | 0 |
| Bottom Z distance | 0 |
| Base pattern | rectilinear(直線グリッド) |
| Top inerface layer | 3 |
| interface pattern | rectilinear(直線インターレース) |
| Top interface spacing | 0 |
<注意点>
P1Sのような密閉型の場合はドアや天板を開けたほうがいいようです。
溶ける温度が違う素材を使っているので熱がこもりすぎてしまうと溶融温度の低いPLAは溶けて詰まってしまうようです。
まだまだお伝えしたいマルチカラー印刷の創意工夫はあるのですが、今日はこの辺で。
Bambuは世界的にユーザが多いので、問題の切り分けもしやすいのがいいですね。
そのうちH2Dも欲しいな!
見ていただきありがとうございました。